

INTRODUÇÃO
Processo de Usinagem ( Torno, CNC e Fresa)
Um subgrupo da norma DIN 8580 sob o termo "Separar",
compreende os processos de fabricação com remoção de cavaco com ferramenta de
geometria definida, que se caracteriza pela aplicação de ferramentas com
características geometricamente definidas. Já a aproximadamente 12 a 50 mil
anos o homem estava em condições de produzir ferramentas de pedras com gumes
afiados por lascamento, como nos mostram achados arqueológicos da idade da
pedra (figura abaixo).

Ferramentas de pedra lascada.
Mas um fato marcante para o desenvolvimento tecnológico foi a descoberta
dos metais, como: cobre, zinco e ferro. Já a partir de 700 anos Antes de
Cristo, praticamente todas as ferramentas eram executadas em ferro, e a partir
do século XVII foram descobertas constantes melhoras no processo de fabricação
do ferro e na siderurgia do aço, que colocaram o aço em posição vantajosa em
relação aos metais até então conhecidos. Estudos sistemáticos sobre a
tecnologia de usinagem no entanto, só iniciaram no início do século XIX e
levaram entre outros a descoberta de novos materiais de corte. No início de
1900, o americano F. W. Taylor com a descoberta do aço rápido, determinou um
passo marcante no desenvolvimento tecnológico da usinagem.
Os metais duros sinterizados e os materiais de ferramentas baseados em
materiais oxicerâmicos são outros resultados de uma pesquisa intensiva na área
de materiais para ferramentas que até hoje ainda não está concluída e sim está
submetida a uma melhora constante; isto referido à fabricação e utilização de
materiais para ferramentas como por exemplo os materiais nitreto de boro cúbico
e ferramentas de diamante.
Para poder satisfazer as exigências crescentes feitas a qualidade das
peças e a viabilidade econômica do processo de fabricação, as ferramentas devem
ser usadas de forma econômica para que todas as grandezas que participam no
processo de usinagem como, geometria da ferramenta, condições de corte,
material da peça e materiais auxiliares, tenham a sua influência e seu efeito
sobre o resultado do trabalho considerados. O conhecimento da interdependência
funcional dos diversos fatores, permite o aproveitamento das reservas
tecnológicas disponíveis. Ponto básico no processo de usinagem, é o processo de
corte propriamente dito com o que inicia esta apostila.
No estudo das operações dos metais, distinguem‑se duas grandes classes
de trabalho:
As operações de usinagem
As operações de conformação
Como operações de usinagem entendemos
aquelas que, ao conferir à peça a forma, ou as dimensões ou o acabamento, ou
ainda uma combinação qualquer destes três bens, produzem cavaco. Definimos cavaco, a porção de material da peça, retirada
pela ferramenta, caracterizando-se por apresentar forma geométrica irregular.
Além desta característica, estão envolvidos no mecanismo da formação do cavaco
alguns fenômenos particulares, tais como o recalque,
a aresta postiça de corte, a craterização na superfície de saída da
ferramenta e a formação periódica do
cavaco (dentro de determinado campo de variação da velocidade de corte)*.
Como operações de conformação entendemos
aquelas que visam conferir à peça a forma ou as dimensões, ou o acabamento
específico, ou ainda qualquer combinação destes três bens, através da
deformação plástica do metal. Devido ao fato da operação de corte em chapas estar ligada aos processos de
estampagem profunda, dobra e curvatura de chapas, essa operação é estudada no
grupo de operações de conformação dos metais.
Classificação e nomenclatura dos processos mecânicos de usinagem
1 - TORNEAMENTO - Processo mecânico de usinagem destinado à obtenção de
superfícies de revolução com auxílio de uma ou mais ferramentas monocortantes.
Para tanto, a peça gira em torno do eixo principal de rotação da máquina e a
ferramenta se desloca simultaneamente segundo uma trajetória coplanar com o
referido eixo.
Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo.
1.1 - Torneamento retilíneo-
Processo de torneamento no
qual a ferramenta se desloca segundo uma trajetória retilínea. O torneamento
retilíneo pode ser:
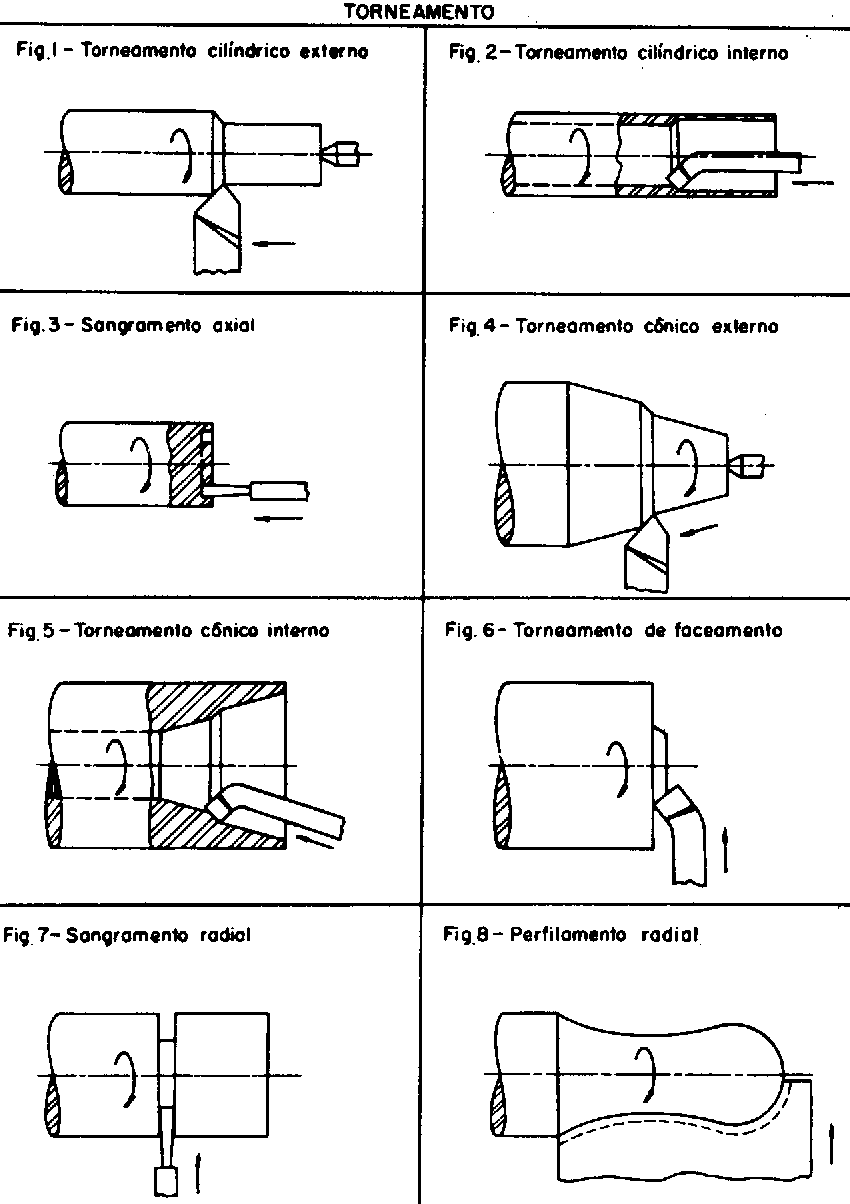
1.1.1 - Torneamento cilíndrico
- Processo de torneamento
no qual a ferramenta se desloca segundo uma trajetória paralela ao eixo
principal de rotação da máquina. Pode ser externo
(figura 1) ou interno (figura 2).
Quando o torneamento cilíndrico visa obter na peça um entalhe circular,
na face perpendicular ao eixo principal de rotação da máquina, o torneamento é
denominado sangramento axial (figura
3).
1.1.2 - Torneamento cônico -
Processo de torneamento no
qual a ferramenta se desloca segundo uma trajetória retilínea, inclinada em
relação ao eixo principal de rotação da máquina. Pode ser externo (figura 4) ou interno
(figura 5).
1.1.3 - Torneamento radial -
Processo de torneamento no
qual a ferramenta se desloca segundo uma trajetória retilínea, perpendicular ao
eixo principal de rotação da máquina.
Quando o torneamento radial visa a obtenção de uma superfície plana, o
torneamento é denominado torneamento de
faceamento (figura 6). Quando o torneamento radial visa a obtenção de um
entalhe circular, o torneamento é denominado sangramento radial (figura 7).
1.1.4 - Perfilamento -
Processo de torneamento no
qual a ferramenta se desloca segundo uma trajetória retilínea radial (figura 8)
ou axial (figura 9), visando a obtenção de uma forma definida, determinada pelo
perfil da ferramenta.
l.2 - Torneamento curvilíneo -
Processo de torneamento, no
qual a ferramenta se desloca segundo uma trajetória curvilínea (figura 10).
Quanto à finalidade, as operações de torneamento podem ser classificadas
ainda em torneamento de desbaste a
torneamento de acabamento. Entende-se por acabamento a operação de usinagem
destinada a obter na peça as dimensões finais, ou um acabamento superficial
especificado, ou ambos. O desbaste é a operação de usinagem, anterior a de
acabamento, visando a obter na peça a forma a dimensões próximas das finais.
2 - APLAINAMENTO - Processo mecânico de usinagem destinado a obtenção de
superfícies regradas, geradas por um movimento retilíneo alternativo da peça ou
da ferramenta. O aplainamento pode ser horizontal
ou vertical (figuras 11 a 18). Quanto à finalidade, as operações de
aplainamento podem ser classificadas ainda em aplainamento de desbaste a aplainamento de acabamento.

3 - FURAÇÃO - Processo mecânico de usinagem destinado à obtenção de um
furo geralmente cilíndrico numa peça, com auxílio de uma ferramenta geralmente
multicortante. Para tanto, a ferramenta ou a peça giram e simultaneamente a
ferramenta ou a peça se deslocam segundo uma trajetória retilínea, coincidente
ou paralela ao eixo principal da máquina. A furação subdivide‑se nas operações:
3.1 - Furação em cheio -
Processo de furação
destinado à abertura de um furo cilíndrico numa peça, removendo todo o material
compreendido no volume do furo final, na forma de cavaco (figura 19). No caso
de furos de grande profundidade há necessidade de ferramenta especial (figura
23).

3.2 - Escareamento- Processo de furação destinado à abertura de um furo
cilíndrico numa peça pré‑furada (figura 20).
3.3 - Furação escalonada -
Processo de furação
destinado à obtenção de um furo com dois ou mais diâmetros, simultaneamente
(figura 21).
3.4 - Furação de centros -
Processo de furação
destinado à obtenção de furos de centro, visando uma operação posterior na peça
(figura 22).
3.5 - Trepanação - Processo de furação em que apenas uma parte de
material compreendido no volume do furo final é reduzida a cavaco, permanecendo
um núcleo maciço (figura 24).
4 - ALARGAMENTO - Processo mecânico de usinagem destinado ao desbaste ou
ao acabamento de furos cilíndricos ou cômicos, com auxílio de ferramenta
geralmente multicortante. Para tanto, a ferramenta ou a peça giram e a
ferramenta ou a peça se deslocam segundo uma trajetória retilínea, coincidente
ou paralela ao eixo de rotação da ferramenta. O alargamento pode ser:
4.1 - Alargamento de desbaste
- Processo de alargamento
destinado ao desbaste da parede de um furo cilíndrico (figura 25) ou cônico
(figura 27).
4.2 - Alargamento de
acabamento - Processo de
alargamento destinado ao acabamento da parede de um furo cilíndrico (figura 26)
ou cônico (figura 28).

5 – REBAIXAMENTO - Processo mecânico de usinagem destinado à obtenção de
uma forma qualquer na extremidade de um furo. Para tanto, a ferramenta ou a
peça giram e a ferramenta ou a peça se deslocam segundo uma trajetória
retilínea, coincidente ou paralela ao eixo de rotação da ferramenta (figuras 29
a 34).
6 - MANDRILAMENTO - Processo mecânico de usinagem destinado à obtenção
de superfícies de revolução com auxílio de uma ou várias ferramentas de barra.
Para tanto, a ferramenta gira e a peça ou a ferramenta se deslocam
simultaneamente segundo uma trajetória determinada.
6.1 - Mandrilamento cilíndrico
- Processo de mandrilamento
no qual a superfície usinada é cilíndrica de revolução, cujo eixo coincide com
o eixo em torno do qual gira a ferramenta .
6.2 - Mandrilamento radial -
Processo de mandrilamento
no qual a superfície usinada é plana e perpendicular ao eixo em torno do qual
gira a ferramenta .
6.3 - Mandrilamento cônico -
Processo de mandrilamento
no qual a superfície usinada é cônica de revolução, cujo eixo coincide com o
eixo em torno do qual gira a ferramenta.
6.4 - Mandrilamento de
superfícies especiais - Processo de mandrilamento no qual a superfície usinada é uma superfície de
revolução, diferente das anteriores, cujo eixo coincide com o eixo em torno do
qual gira a ferramenta. Exemplos: mandrilamento
esférico , mandrilamento
de sangramento, etc..
Quanto à finalidade, as operações de mandrilamento podem ser
classificadas ainda em mandrilamento de
desbaste e mandrilamento de acabamento.
7 - FRESAMENTO - Processo mecânico de usinagem destinado à obtenção de
superfícies quaisquer com o auxílio de ferramentas geralmente multicortantes.
Para tanto, a ferramenta gira e a peça ou a ferramenta se deslocam segundo uma
trajetória qualquer. Distinguem‑se dois tipos básicos de fresamento:
7.1 - Fresamento cilíndrico
tangencial - Processo de
fresamento destinado à obtenção de superfície plana paralela ao eixo de rotação
da ferramenta. Quando a superfície obtida não for plana ou o eixo de rotação da
ferramenta for inclinado em relação à superfície originada na peça, será
considerado um processo especial de fresamento tangencial .
7.2 - Fresamento frontal -
Processo de fresamento
destinado à obtenção de superfície plana perpendicular ao eixo de rotação da
ferramenta . O caso de fresamento indicado na figura 46 é
considerado como um caso especial de fresamento frontal.
Há casos que os dois tipos básicos de fresamento comparecem
simultaneamente, podendo haver ou não predominância de um sobre outro . A operação indicada na figura 48 pode ser considerada como um fresamento
composto.
8 - SERRAMENTO - Processo mecânico de usinagem destinado ao
seccionamento ou recorte com auxílio, de ferramentas multicortantes de pequena
espessura. Para tanto, a ferramenta gira ou se desloca, ou executa ambos os
movimentos e a peça se desloca ou se mantém parada. O serramento pode ser:
8.1 -‑ Serramento retilíneo - Processo de serramento no qual a ferramenta
se desloca segundo uma trajetória retilínea. com movimento alternativo ou não.
No primeiro caso, o serramento é retilíneo
alternativo (figura 49); no segundo caso, o serramento é retilíneo contínuo (figuras 50 a 51).
8.2 - Serramento circular -
Processo de serramento no
qual a ferramenta gira ao redor de seu eixo e a peça ou ferramenta se desloca
(figuras 52 a 54).

9 - BROCHAMENTO - Processo mecânico de usinagem destinado à obtenção de
superfícies quaisquer com auxílio de ferramentas multicortantes. Para tanto, a
ferramenta ou a peça se deslocam segundo uma trajetória retilínea, coincidente
ou paralela ao eixo da ferramenta. O brochamento pode ser:
9.1 - Brochamento interno -
Processo de brochamento
executado num furo passante da peça (figura 55).
9.2 - Brochamento externo -
Processo de brochamento
executado numa superfície externa da peça (figura 56).
10 - ROSCAMENTO - Processo mecânico de usinagem destinado à obtenção de
filetes, por meio da abertura de um ou vários sulcos helicoidais de passo
uniforme, em superfícies cilíndricas ou cônicas de revolução. Para tanto, a
peça ou a ferramenta gira a uma delas se desloca simultaneamente segundo uma
trajetória retilínea paralela ou inclinada ao eixo de rotação. O roscamento
pode ser interno ou externo.
10.1 - Roscamento interno -
Processo de roscamento
executado em superfícies internas cilíndricas ou cônicas de revolução.
10.2 - Roscamento externo - Processo de
roscamento executado em superfícies externas cilíndricas ou cônicas de
revolução .

11 - LIMAGEM - Processo mecânico de usinagem destinado a obtenção de
superfícies quaisquer com auxílio de ferramentas multicortantes (elaboradas por
picagem) de movimento contínuo ou alternativo .
12 - RASQUETEAMENTO - Processo manual de usinagem destinado à ajustagem
de superfícies com auxílio de ferramenta monocortante .
13 - TAMBORAMENTO - Processo mecânico de usinagem no qual as peças são
colocadas no interior de um tambor rotativo, juntamente ou não com materiais
especiais, para serem rebarbadas ou receberem um acabamento .
14 - RETIFICAÇÃO - Processo de usinagem por abrasão destinado à obtenção
de superfícies com auxílio de ferramenta abrasiva de revolução.
Para tanto, a ferramenta gira e a peça ou a ferramenta se desloca segundo uma
trajetória determinada, podendo a peça girar ou não.
A retificação pode ser tangencial ou frontal.
14.1 - Retificação tangencial - Processo de retificação executado com a
superfície de revolução da ferramenta . Pode ser:
14.1.1 - Retificação cilíndrica - Processo de retificação tangencial no
qual a superfície usinada é uma superfície cilíndrica. Esta
superfície pode ser externa ou interna, de revolução ou não.
Quanto ao avanço automático da ferramenta ou da peça, a retificação
cilíndrica pode ser com avanço longitudinal da peça , com avanço
radial do rebolo (figura 73), com avanço circular do rebolo (figura 74) ou com
avanço longitudinal do rebolo**.
14.1.2 - Retificação cônica - Processo de retificação tangencial no qual
a superfície usinada é uma superfície cônica . Esta superfície pode
ser interna ou externa.
Quanto ao avanço automático da
ferramenta ou da peça, a retificação cônica pode ser com avanço longitudinal da
peça, com avanço radial do rebolo, com avanço circular do rebôlo ou
com avanço longitudinal do rebolo.
14.1.3 - Retificação de perfis
- Processo de retificação
tangencial no qual a superfície usinada é uma superfície qualquer gerada pelo
perfil do rebolo .
14.1.4 - Retificação
tangencial plana - Processo de
retificação tangencial no qual a superfície usinada é uma superfície plana.
14.1.5 - Retificação
cilíndrica sem centros - Processo de retificação cilíndrica no qual a peça sem fixação axial é usinada por
ferramentas abrasivas de revolução, com ou sem movimento longitudinal da peça .
A retificação sem centros pode ser com avanço longitudinal da peça
(retificação de passagem) ou com avanço
radial do rebolo (retificação em mergulho) .
14.2 - Retificação frontal -
Processo de retificação
executado com a face do rebolo. É geralmente executada na superfície plana da
peça, perpendicularmente ao eixo do rebolo.
A retificação frontal pode ser com
avanço retilíneo da peça , ou
com avanço circular da peça .
15 - BRUNIMENTO - Processo mecânico de usinagem por abrasão empregado no
acabamento de furos cilíndricos de revolução, no qual todos os grãos ativos da
ferramenta abrasiva estão em constante contato com a superfície da peça e
descrevem trajetórias helicoidais (figura 85). Para tanto, a ferramenta ou a
peça gira e se desloca axialmente com movimento alternativo.
16 - SUPERACABAMENTO - Processo mecânico de usinagem por abrasão
empregado no acabamento de peças, no qual os grãos ativos da ferramenta
abrasiva estão em constante contato com a superfície da peça. Para tanto. a peça
gira lentamente e a ferramenta se desloca com movimento alternativo de pequena
amplitude a freqüência relativamente grande (figuras 87 a 88).
17 - LAPIDAÇÂO - Processo mecânico de usinagem por abrasão executado com
abrasivo aplicado por porta‑ferramenta adequado, com objetivo de se obter
dimensões especificadas da peça.
18 - ESPELHAMENTO - Processo mecânico de usinagem por abrasão no qual é
dado o acabamento final da peça por meio de abrasivos, associados a um
porta-ferramenta específico para cada tipo de operação, com o fim de se obter
uma superfície especular.
19 - POLIMENTO - Processo mecânico de usinagem por abrasão no qual a
ferramenta é constituída por um disco ou conglomerado de discos revestidos de
substâncias abrasivas (figura 89 a 90).
20 - LIXAMENTO - Processo mecânico de usinagem por abrasão executado por
abrasivo aderido a uma tela e movimentado com pressão contra a peça (figuras 91
a 92).
21 - JATEAMENTO - Processo mecânico de usinagem por abrasão no qual as
peças são submetidas a um jato abrasivo, para serem rebarbadas, asperizadas ou
receberem um acabamento (figura 93).
22 - AFIAÇÃO - Processo mecânico de usinagem por abrasão, no qual é dado
o acabamento das superfícies da cunha cortante da ferramenta, com o fim de
habilita-la desempenhar sua função. Desta forma, são obtidos os ângulos finais
da ferramenta (figura 94).
23 - DENTEAMENTO - Processo mecânico de usinagem destinado à obtenção de
elementos denteados. Pode ser conseguido basicamente de duas maneiras: formação e geração.
A formação emprega uma ferramenta que transmite a forma
do seu perfil à peça com os movimentos normais de corte a avanço.
A geração emprega uma ferramenta de perfil
determinado, que com os movimentos normais de corte, associados aos
característicos de geração, produz um perfil desejado na peça.
O estudo deste processo não é feito aqui, por fugir do nosso objetivo de
fornecer os conhecimentos gerais dos processos de usinagem.
Atenção:
Denomina-se ferramenta de usinagem mecânica a
ferramenta destinada à remoção de cavaco. No caso de possuir uma única
superfície de saída, a ferramenta é chamada ferramenta monocortante; quando
possuir mais de uma superfície de saída, é chamada ferramenta multicortante.
As operações indicadas
nas figuras 33 a 34 são denominadas por alguns autores, de escareamento.
Denomina‑se
de usinagem por abrasão ao processo mecânico de usinagem no qual são empregados
abrasivos ligados ou soltos. Segundo a Norma PB‑26 ‑ Ferramentas Abrasivas da
A. B. N. T., denomina‑se ferramenta abrasiva a ferramenta constituída de grãos
abrasivos ligados por aglutinante, com formas a dimensões definidas. A
ferramenta abrasiva com a forma de superfície de revolução adaptável a um eixo,
E denominada rebolo abrasivo. Não são considerados rebolos abrasivos
rodas ou discos de metal, madeira, tecido, papel, tendo uma ou várias camadas
de abrasivos na superfície.
Segundo a Padronização Brasileira PB‑26 da A. B. N. T..
abrasivo é um produto natural ou sintético, granulado, usado de várias forma,.
com a finalidade de remover o material das superfícies das peças até o
desejado.
0 comentários:
Postar um comentário